Навигацијски мени
Када помислите на подизање терета на градилишту, у бродоградилишту, или у производном погону, слика ждрала је скоро увек предња и централна. А љуљање на крају кабла те дизалице је његова најкритичнија тачка контакта: удица.
Кука за кран је варљиво једноставан комад опреме. То је закривљени комад метала, право? У стварности, то је ремек дело инжењерства и прецизне производње, дизајниран да поднесе огромна оптерећења са непоколебљивом поузданошћу. Једна мана у његовом стварању може довести до катастрофалног неуспеха.
Тако, како је направљена ова витална компонента за подизање? Уронимо у фасцинантан процес производње куке за кран.

Процес производње кранске куке
Све почиње много пре него што се додирне било који метал. Инжењери користе софистицирани компјутерски подржан дизајн (ЦАД) софтвер за моделирање куке. Они израчунавају прецизне димензије, закривљеност, и отвор грла на основу предвиђеног безбедног радног оптерећења (Свл). Фактори попут квалитета материјала, расподела стреса, и фактори сигурности (често 4:1 или 5:1) су пажљиво програмирани у дизајн. Анализа коначних елемената (ФЕА) софтвер се користи за симулацију оптерећења и идентификацију потенцијалних тачака напрезања, обезбеђујући да је дизајн оптимизован за снагу и безбедност.
Не можете направити поуздану куку од било ког метала. Материјал за ковање је легирани челик кранска кука великог капацитета. Његова изузетна снага, жилавост, и отпорност на удар чине га идеалним за подизање тешких терета. Конкретна оцена (Нпр., Аиси 4140, АСТМ А508) је пажљиво одабран како би задовољио тражена механичка својства. Сирови материјал обично долази у облику великих, цилиндричне гредице.
Овде удица добија своју снагу. Челична гредица се загрева на прецизну температуру у пећи док не постане усијана и савитљива (често преко 1200°Ц / 2200°Ф). Ова екстремна топлота омогућава да се унутрашња зрнаста структура челика преобликује.
Усијана гредица се затим ставља под масивну пресу за ковање или чекић. Користећи огроман притисак (хиљаде тона), преса гура метал у калуп који има тачан облик жељене куке. Овај процес топлог ковања компримира унутрашњи ток зрна метала да прати контуру куке, драматично повећавајући његову снагу и отпорност на замор у поређењу са удицом која се једноставно исече из челичног блока.

После ковања, удица је веома јака али и ломљива. Да бисте постигли савршену равнотежу снаге и издржљивости, подвргава се ригорозном процесу термичке обраде:
Кована и термички обрађена кука, сада се назива „празно,” је груб, али невероватно јак. Следеће, прелази у одељење за обраду. Рачунарска нумеричка контрола (ЦНЦ) стругови и глодалице су навикли да:
1. Обрадите седло (горња област) до глатког завршетка.
2. Направите прецизне навоје за склоп матице и крагне.
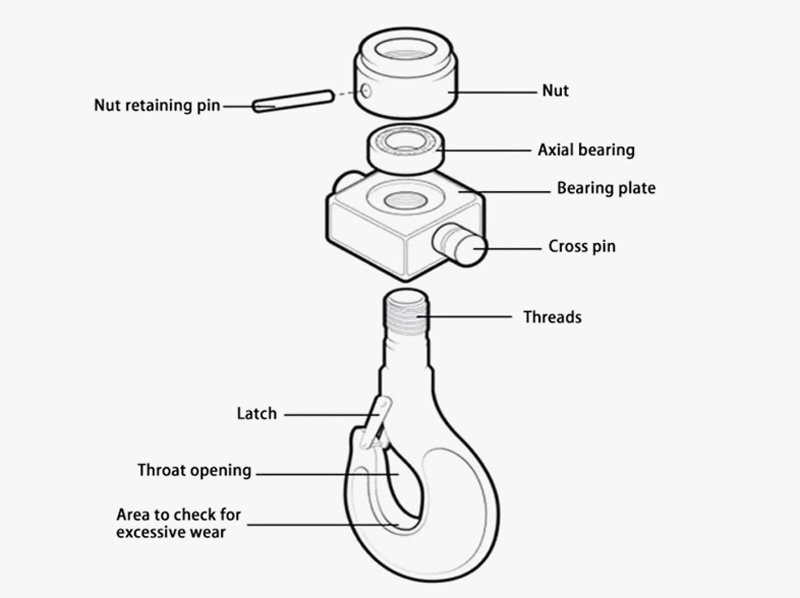
3. Обрадите врх куке и подручје грла до коначних наведених димензија.
4. Избушите рупу за сигурносну браву.
Ова фаза осигурава да су све критичне носиве површине глатке и прецизне, елиминисање свих потенцијалних подизача напрезања као што су трагови алата или несавршености од ковања.
Ово је вероватно најважнија фаза. Свака удица мора проћи низ ригорозних тестова:
Коначно, удица се пескаре како би се уклонио каменац, рђа, и нечистоће са површине. Ово ствара чист, благо груб профил идеалан за лепљење боје. Издржљив слој индустријске боје (често боје високе видљивости попут жуте или наранџасте) се примењује да би га заштитио од корозије и учинио га веома видљивим на градилишту.



Процес производње а кука за кран је савршен спој сирове снаге, металуршке науке, и прецизног инжењерства. То је процес изграђен на култури безбедности и контроле квалитета. Следећи пут када видите дизалицу како без напора подиже огроман терет, ценићете невероватно путовање које је удица једноставног изгледа предузела како би осигурала да свој посао обавља безбедно и поуздано, сваки пут.
Ценимо ваше повратне информације! Молимо испуните доњи образац како бисмо прилагодили наше услуге на ваше специфичне потребе.


Кликните на дугме да бисте добили информације и цитати производа на ВхатсАпп-у.
Набавити цитат


Најновији коментари