Menu navigasi
Apabila anda memikirkan mengangkat berat di tapak pembinaan, di limbungan kapal, atau di kilang pembuatan, imej kren hampir sentiasa di hadapan dan tengah. Dan berayun di hujung kabel kren itu adalah titik hubungan yang paling kritikal: cangkuk.
Cangkuk kren ialah peralatan yang mudah menipu. Ia adalah kepingan logam yang melengkung, betul? Pada hakikatnya, ia adalah karya agung kejuruteraan dan pembuatan ketepatan, direka untuk mengendalikan beban yang besar dengan kebolehpercayaan yang tidak berbelah bahagi. Satu kecacatan dalam penciptaannya boleh membawa kepada kegagalan bencana.
Jadi, bagaimana komponen pengangkat penting ini dibuat? Mari kita selami proses pembuatan cangkuk kren yang menarik.

Proses pembuatan cangkuk kren
Semuanya bermula lama sebelum sebarang logam disentuh. Jurutera menggunakan Reka Bentuk Berbantukan Komputer yang canggih (CAD) perisian untuk memodelkan cangkuk. Mereka mengira dimensi yang tepat, kelengkungan, dan bukaan tekak berdasarkan Beban Kerja Selamat yang dimaksudkan (SWL). Faktor seperti gred bahan, pengagihan tekanan, dan faktor keselamatan (selalunya 4:1 atau 5:1) diprogramkan dengan teliti ke dalam reka bentuk. Analisis Unsur Terhingga (FEA) perisian digunakan untuk mensimulasikan beban dan mengenal pasti titik tekanan yang berpotensi, memastikan reka bentuk dioptimumkan untuk kekuatan dan keselamatan.
Anda tidak boleh membuat cangkuk yang boleh dipercayai daripada sebarang logam. Keluli aloi gred penempaan adalah bahan pilihan untuk cangkuk kren kapasiti tinggi. Kekuatannya yang luar biasa, keliatan, dan rintangan kepada hentaman menjadikannya sesuai untuk mengangkat berat. Gred tertentu (Mis., Aisi 4140, ASTM A508) dipilih dengan teliti untuk memenuhi sifat mekanikal yang diperlukan. Bahan mentah biasanya datang dalam bentuk besar, bilet silinder.
Di sinilah cangkuk mendapat kekuatannya. Bilet keluli dipanaskan pada suhu yang tepat dalam relau sehingga ia menjadi merah-panas dan mudah ditempa (selalunya melebihi 1200°C / 2200° f). Haba melampau ini membolehkan struktur butiran dalaman keluli dibentuk semula.
Bilet yang bercahaya kemudian diletakkan di bawah penekan atau tukul besar-besaran. Menggunakan tekanan yang besar (beribu tan), penekan memaksa logam ke dalam dadu yang mempunyai bentuk tepat cangkuk yang dikehendaki. Proses penempaan die panas ini memampatkan aliran butiran dalaman logam untuk mengikut kontur cangkuk, secara mendadak meningkatkan kekuatan dan rintangan kelesuannya berbanding dengan cangkuk yang hanya dipotong daripada blok keluli.

Selepas menjalin, cangkuknya sangat kuat tetapi juga rapuh. Untuk mencapai keseimbangan kekuatan dan ketahanan yang sempurna, ia menjalani proses rawatan haba yang ketat:
Cangkuk yang ditempa dan dirawat haba, kini dipanggil "kosong,” adalah kasar tetapi sangat kuat. Seterusnya, ia berpindah ke jabatan pemesinan. Kawalan Berangka Komputer (CNC) pelarik dan mesin pengisar digunakan untuk:
1. Mesin pelana (kawasan atas) kepada kemasan yang licin.
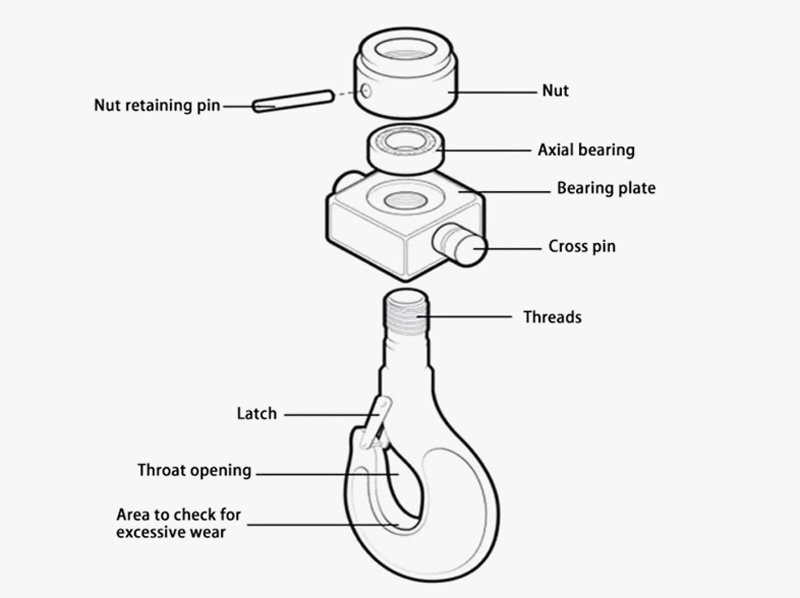
2. Cipta benang yang tepat untuk pemasangan nat dan kolar.
3. Mesinkan mata cangkuk dan kawasan tekak ke dimensi akhir yang ditentukan.
4. Tebuk lubang untuk selak keselamatan.
Peringkat ini memastikan semua permukaan galas beban kritikal adalah licin dan tepat, menghapuskan sebarang kemungkinan timbul tekanan seperti tanda alat atau ketidaksempurnaan daripada penempaan.
Ini boleh dikatakan fasa yang paling penting. Setiap cangkuk mesti lulus bateri ujian yang ketat:
Akhirnya, cangkuk ditembak diletupkan untuk mengeluarkan skala, karat, dan kekotoran dari permukaan. Ini mewujudkan bersih, profil sedikit kasar sesuai untuk lekatan cat. Lapisan cat gred industri yang tahan lama (selalunya warna keterlihatan tinggi seperti kuning atau oren) digunakan untuk melindunginya daripada kakisan dan menjadikannya sangat kelihatan di tapak kerja.



Proses pembuatan a cangkuk kren adalah gabungan sempurna kuasa mentah, sains metalurgi, dan kejuruteraan ketepatan. Ia adalah proses yang dibina atas budaya keselamatan dan kawalan kualiti. Kali seterusnya anda melihat kren mengangkat beban besar dengan mudah, anda akan menghargai perjalanan luar biasa yang dilakukan oleh cangkuk yang kelihatan ringkas untuk memastikan ia menjalankan tugasnya dengan selamat dan boleh dipercayai, setiap masa.
Kami menghargai maklum balas anda! Sila lengkapkan borang di bawah supaya kami dapat menyesuaikan perkhidmatan kami dengan keperluan khusus anda.


Klik butang untuk mendapatkan maklumat produk dan petikan di WhatsApp.
Dapatkan petikan


Komen terkini